




无论您是初次接触还是已经熟悉,我们的复合管天桥栏杆抗撞击安装方便产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:复合管天桥栏杆抗撞击安装方便的图文介绍


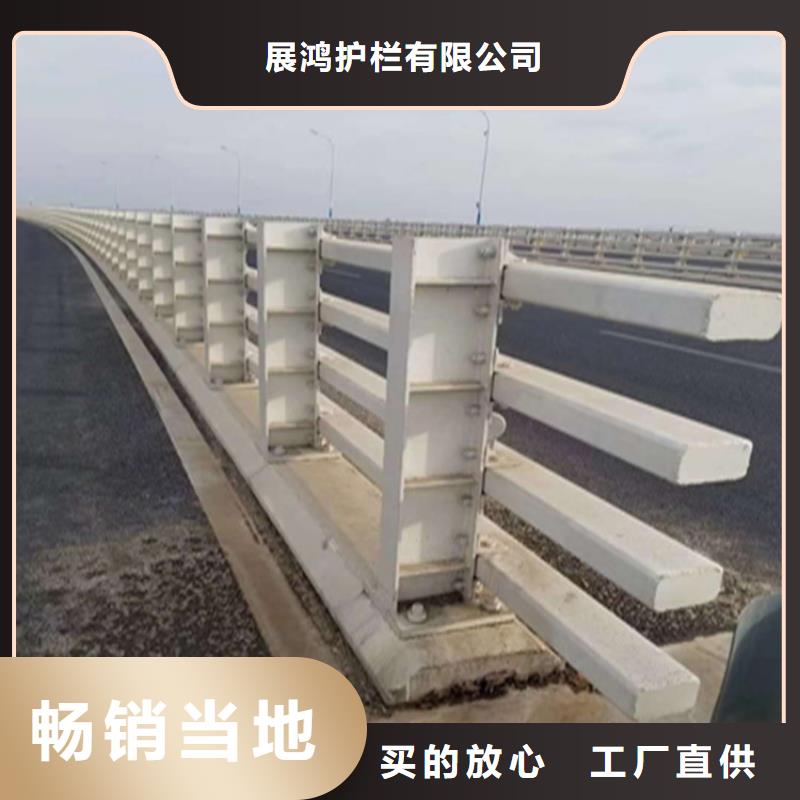
热镀锌桥梁护栏公路防撞护栏的规格有哪些由于在高等级公路上行驶的车辆速度快,密度大,一套完整的公路防撞护栏设施对每一条高等级公路来说都是必不可少的。他对防止行车事故有着非常重要的作用。但是很多人对公路防撞护栏不够了解,不知道道路上的护栏有哪些作用,更不了解公路防撞护栏的规格有哪些。公路防撞护栏主要是铁艺护栏网,这种护栏网的特点主要是结构简单实用,便于运输,可弯曲,适用于不平坦地带,价格便宜,适于大面积应用;框架护栏网,安装起来很灵活,一般用于各种道路周边的防护,这种护栏网的安装方式可以变换,因此,既可以当做长久性的护栏应用,也可以当做暂时性的护栏使用。这种护栏因为其安装方便、耐用结实,是一种非常物美价廉的护栏围墙,现在各国的各个地区广泛的应用。



(热镀锌桥梁护栏五)钢厂盈利水平逐月下滑。2013年上半年,冶金行业实现利润736.9亿元,同比增长13.7%,其中黑色金属冶炼和压延加工业实现利润454.4亿元,同比增长22.7%。1-5月份重点大中型钢铁企业的盈利状况远不如行业总体水平,并呈逐月下降态势,尽管实现利润增长34%,但也仅有28亿元,销售利润率为0.19%。5月当月,86家重点大中型钢铁企业仅实现利润1.5亿元,连续5个月环比下滑,其中34家亏损,亏损面高达40%。(六)钢铁行业固定资产投资增幅明显回落。2013年1-6月,钢铁行业固定资产投资3035亿元,同比增长4.3%,其中黑色金属冶炼及压延投资2356亿元,同比增长3.3%,比2012年同期回落6.1个百分点;黑色金属矿采选投资679亿元,同比增长7.8%,增速大幅回落15个百分点。钢铁生产的主要原材料包括铁矿石、锰矿石、铬矿石、石灰石、耐火黏土、白云石、同城菱铁矿等矿物的原矿及其成品矿,人造块矿,铁合金,洗煤、城焦炭、城煤气及煤化工产品,耐火材料制品,炭素制品等。


聚金属制品有限公司(太子河分公司)本着'质优效率,守约重誉'的经营理念和服务宗旨为广大客户提供质优价廉的产品和售后服务,得到了各界新老用户的支持和赞誉。我公司郑重承诺,在同等的质量下,保证以低廉的价格,完善的服务,崇高的信誉来答谢各界朋友的支持和厚爱。
公司秉承“以质量求发展,以服务求生存”的原则,并始终坚持“为上、用户为先、质量为先、服务为先、信誉至上”的企业宗旨,并将这一思想始终贯穿在产、供、销等整个企业运行过程之中。凭借科学有序的管理模式、先进技术和设计理念、稳定可靠的产品质量、开拓创新销售理念和及时完善的售前售后服务,赢得了用户的一致赞誉;公司不断加大科技投入力度,在日益激烈的全球化市场竞争中实现公司的可持续发展,力创行业品质、价值新典范。公司对人才一直贯彻“汇聚人才、尊重人才、贤有多大,台有多大”的用人原则,对客户秉承着“提供良好产品、实惠价格、创新的技术、完善的服务”合作原则,我们热忱欢迎各界宾朋莅临鸿海,加入鸿海,携手发展,共创辉煌!


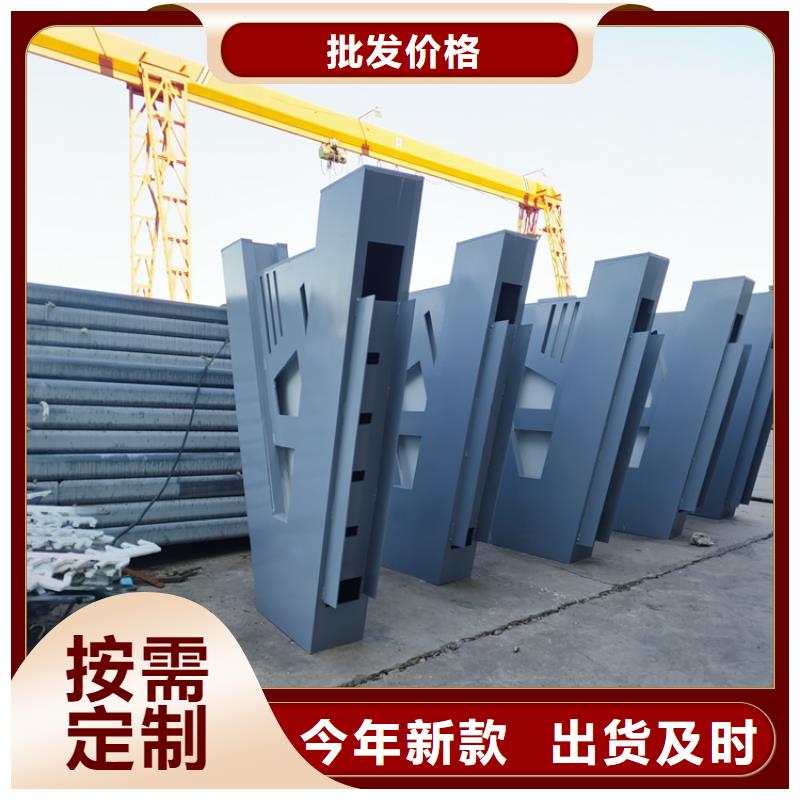
热镀锌桥梁护栏施工方式桥梁护栏是我们安装在桥梁上的一种重要的护栏类型,一般情况下桥梁护栏也是要进行施工的,那么桥梁护栏应该怎么进行施工呢?以下是常见的桥梁护栏施工的主要的方法和方式供大家进行参考:桥梁护栏浇注配合比:为了保证护栏混凝土表面光洁美观,对采用水泥和配合比十分重要,经过多次尝试,采用了如下的配合比,水:水泥:砂:0.5~1cm小石子:1~2cm大石子(0.5:1:1.74:1.52:1.85),水泥采用冀东水泥厂生产的盾石牌525#普通硅酸盐水泥,水泥用量370kg,砂率34%,混凝土坍落度过大,混凝土易出现泌水现象,表面无光洁面,水痕明显;如果坍落度过小,不易振捣密实,蜂窝、气泡较多。混凝土用的原材料要求较严,砂子、小石子一定要过筛,用量要准确严格按配合比配料。


热镀锌桥梁护栏
三、质量标准
1、所有构件下料应保证准确,构件长度允许偏差为1mm.
2、构件下料前必须检查是否平直,否则必须矫直。
3、焊接时焊条或焊丝应选用适合于所焊接的材料的品种,且应有出厂合格证。
4、焊接时构件必须放置的位置准确.
5、焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝表面的焊波应均匀,不得有咬边、未焊满、裂纹、渣滓、焊瘤、烧穿、电弧擦伤、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
6、焊接完成后,应将焊渣敲净。
7、构件焊接组装完成后,应适当用手持机具磨平和抛光,使外观平顺光洁。
四、应注意的质量问题:
1、尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
2、焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm,焊接中不允许搬动、敲击焊件。
3、表面气孔:焊接部位必须刷洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。



